Discussion Board | Supplemental Reading![]()
The objective of Module 6 is to review the sludge disposal process, including:
- Thickening
- Digesting
- Dewatering
![]()
SLUDGE DISPOSAL
Definition
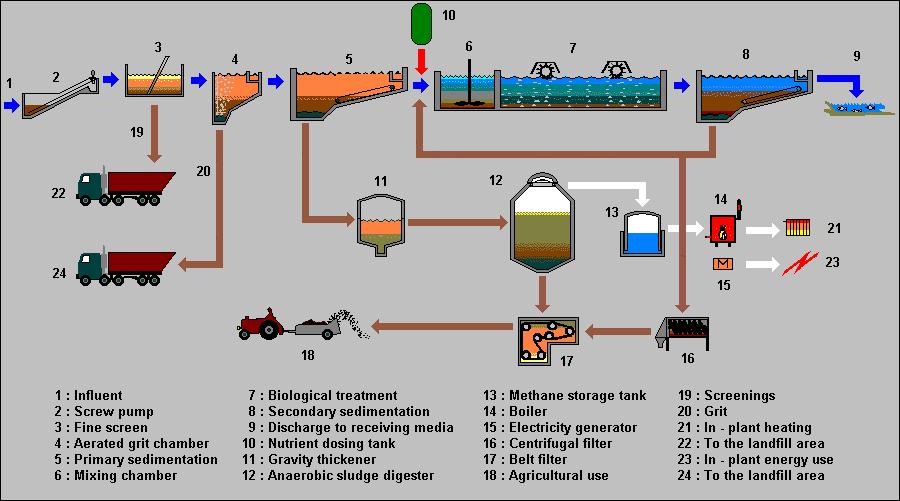
Wastewater treatment objectives are accomplished by concentrating impurities into solid form and then separating these solids from the bulk liquid. These concentration of solids, referred to as sludge, contains many objectionable materials and must be disposed of properly. The sludge resulting from wastewater treatment operations and process is usually in the form of a liquid or semisolid liquid that typically contains from 0.25 to 12 % solids by weight, depending on the operations and processes used. Of the constituents removed by treatment, sludge is by far the largest in volume, and its processing and disposal is perhaps the most complex problem facing the engineer in the field of wastewater treatment. Sludge disposal facilities usually represent 40 to 60 %of the construction cost of wastewater treatment plants, account for as much as 50 % of the operating cost, and are the cause of a disproportionate share of operating difficulties.
Characteristics
Typical data on the chemical composition of activated sludge is shown below. Many of the chemical constituents are important in considering the ultimate disposal of the processed sludge and the liquid removed from the sludge during processing.
Data on the quantities of sludge produced from conventional and extended aeration activated sludge processes are shown below.
{kind=link}
Corresponding data on the sludge concentrations to be expected from various processes are shown below.
Expected Sludge Concentrations
{kind=link}
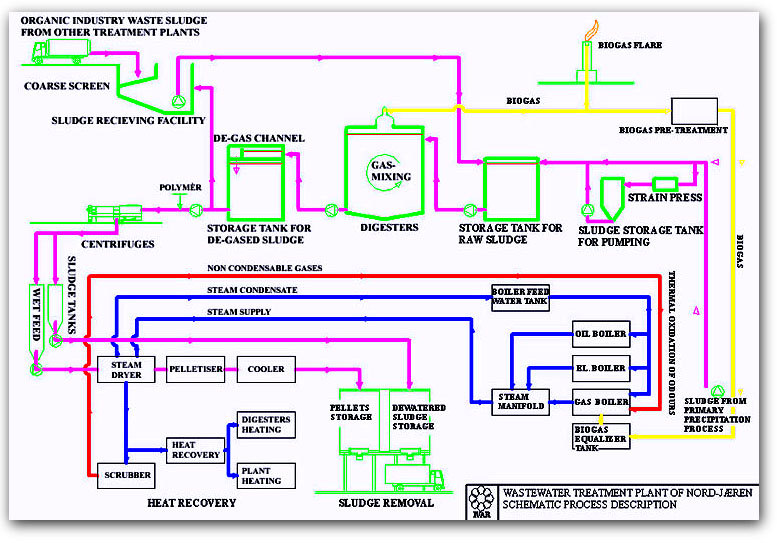
Flow Diagrams for Sludge – Processing…
In practice, the most commonly used process flow diagrams for sludge treatment may be divided into two general categories, depending on whether or not biological treatment is involved. Typical flow diagrams incorporating biological processing are presented below.
{kind=link}
Most Commonly Used Alternatives
Depending on the source of the sludge, thickeners may be used contingent upon the method of sludge stabilization, dewatering, and disposal. Following biological digestion, any of the several methods shown may be used to dewater the sludge, the choice influenced by economic evaluations and local conditions. Because the presence of industrial and other toxic wastes has presented problems in the operation of biological digesters, a number of plants have been designed with other means for sludge treatment.
Sludge Processing Alternatives – 1
{kind=link}
Sludge Processing Alternatives – 2
{kind=link}
Thickening
Gravity Thickening
Gravity thickening is accomplished in a tank similar in design to a conventional sedimentation tank. Normally, a circular tank is used. Dilute sludge is fed to a center – feed well. The feed sludge is allowed to settle and compact, and the thickened sludge is withdrawn from the bottom of the tank. Conventional sludge – collecting mechanisms with deep trusses or vertical pickets are used to stir the sludge gently, thereby opening up channels for water to escape and promoting densification. The supernatant flow that results is returned to the primary settling tank or to the headworks of the treatment plant. The thickened sludge that collects on the bottom of the tank is pumped to the digesters or dewatering equipment as required; thus, storage space must be provided for the sludge. Gravity thickening is most effective on primary sludge. A photo of gravity thickener is shown below.
Solids Loadings for Gravity Thickeners
{kind=link}
Gravity thickeners used dewatering the treatment sludge are designed on the basis of solids loading. To maintain aerobic conditions in gravity thickeners, provisions should be made for adding 24 to 30 m3/m2.day of final effluent to the thickening tank. Typical concentrations of unthickened and thickened sludges and solids loadings for gravity thickener are shown below.
An operating variable, sludge volume ratio normally range between 0.5 and 20 day; the lower values are required during warm weather. For operation, alternatively, sludge – blanket depth should be measured. Blanket depths may range from 0.6 to 2.4 m; shallower depths are maintained in the warmer months.
Flotation Thickening
There are three basic variations of the flotation thickening operation ; dissolved – air flotation (DAF), vacuum flotation, and dispersed – air flotation. Dissolved – air flotation is being widely preferred for especially waste activated sludge. Air is introduced into a solution that is being held at an elevated pressure. When the solution is depressurized, the dissolved air is released as finely divided bubbles carrying the sludge to the top, where it is removed. Photos of DAF are shown below.
{kind=link}
Higher loadings can be used with flotation thickeners than are permissible with gravity thickeners because of the rapid separation of solids from the wastewater. Typical solids loadings for DAF units are shown below.
Aerobic digestion may be used to treat waste sludge from extended aeration plants. Aerobic digestion has been used primarily in plants of a size less than 0.2 m3/sec. Advantages claimed for aerobic digestion as compared to anaerobic digestion are as follows ; (1) volatile solids reduction is approximately equal to that obtained anaerobically, (2) lower BOD concentrations in supernatant liquor, (3) production of an odorless, humus – like, biologically stable and product, (4) recovery of more of the basic fertilizier values in the sludge, (5) operation is relatively easy and (6) lower capital cost. The major disadvantages of the aerobic digestion process are that ; (1) a high power cost is associated with supplying the required oxygen, (2) a digested sludge is produced with poor mechanical dewatering characteristics, (3) the process is affected significantly by temperature, location, and type of tank material and (4) a useful by – product such as methane is not recovered.
As the supply of available substrate is depleted, the microorganisms begin to consume their own protoplasm to obtain energy for cell maintenance recations. When this occurs, the microorganisms are said to be in the endogenousphase. In actuality, only about 75 to 80 % of the cell tissue can be oxidized, the remaining is composed of inert components and organic compounds that are not biodegradable.
{kind=link}
Two proven variations of the process are most commonly used ; (a) conventional aerobic digestion and (b) high – purity oxygen aerobic digestion. Two other variations, thermophilic aerobic digestion and cryophilic digestion, have been investigated, but few full – scale facilities are in operation.
“Design Criteria for Aerobic Digesters”…
{kind=link}
Anaerobic Sludge Digestion…
The design of anaerobic sludge digestion processes should be based on an understanding of the fundamental principles of biochemistry and microbiology. Because these principles have not been appreciated fully in the past, a number of emprical methods have also been used in the design of digesters. Methods are based on ; (1) the concept of mean cell – residence time, (2) the use of volumetric loading factors, (3) observed volume reduction and (4) loading factors based on population.
“Flow – Chart of the Anaerobic Sludge Digesting”…
{kind=link}
Mean Cell – Residence Time…
The respiration and oxidation end products of anaerobic digestion are methane gas and carbon dioxide. The quantity of methane gas can be calculated using equation given below :
{kind=link}
For a complete – mix high – rate digester without recycle, the mass of biological solids synthesized daily, can be estimated using equation shown below :
“Synthesized Biological Solids”…
{kind=link}
Suggested mean cell – residence times for use in the design of complete – mix digesters are listed below :
“Mean Cell – Residence Times”…
{kind=link}
Loading Factors
Although a number of different factors have been proposed, the two that seem most favored are based on ; (1) the kilograms of volatile solids added per day per cubic meter of digester capacity and (2) the kilograms of volatile solids added per day per kilogram of volatile solids in the digester. The recommended solids loadings for standard – rate digesters are from 0.5 to 1.6 kg/m3.day of volatile solids. For high – rate digesters, loading rates of 1.6 to 4.8 kg/m3.day of volatile solids and hydraulic detention times of 10 to 20 days are practicable. Mixing has proved to be a problem at sludge loading rates greater than about4.0 kg/m3.day. The effect of sludge concentration and hydraulic detention time on the volatile solids loading factor is listed in the table given below :
“Volatile Solids Loading Factor”…
{kind=link}
Volume Reduction
If the supernatant is withdrawn and returned to the head end of the treatment plant, the volume of the remaining sludge decreases approximately exponentially.
{kind=link}
Population Criteria
Detention times range from 10 to 20 days for high – rate digesters and 30 to 60 days for standard – rate digesters. These detention times are recommended for design based on total tank volume plus additional storage volume, if sludge is dried on beds and weekly sludge drawings are curtailed because of inclement weather.
{kind=link}
Design
Anaerobic digestion tanks are either cylindrical, rectangular, or, egg – shaped. The most common design is a low, vertical cylinder and egg – shaped. Cylindrical tanks are seldom less than 6 m or more than 40 m in diameter. They should have a water depth of not less than 8 m at the sidewall and may be as deep as 15 mor more. The purpose of the egg – shaped design is to eliminate the need for cleaning. Other advantages cited for the egg – shaped design include better mixing, better control of the scum layer, and smaller land area requirement.
Operational Steps in Digester Starting…
Two general methods of start – up usually are considered. Both have been used successfully and both have sound basis in theory. The first of these might be called controlled natural process and the second the pH control process. The controlled natural process might be better suited for starting a digester in a plant where close laboratory control is difficult. The pH control method would appear to need closer laboratory control.
Controlled Natural Process :
(1) These procedures are recommended either for starting a new digester or for restarting a sour one. However, if an existing sour digester is to be restarted, it is recommended that the contents be removed completelt and that the inside bottom and walls be cleaned throughly. (2) Use the least starting volume available. In a multiple tank installation, start the digestion in one tank only. In a floating cover installation fill the tank only sufficiently to float the cover. Use fresh raw wastewater or water for filling if digesting seed sludge is not available. (3) Initially heat the added sewage or water to 35 °C and maintain temperature within +- 1.7 °C throughout the period of the starting process. (4) Seeding culture is recommended if available; it will hasten the start of the normal digestion. Recommended seed quantity is about 0.5 % (dry weight) of weight of liquid in the tank or about 15 % by volume. (5) Raw sludge feed should be no more than 10 percent of the anticipated ultimate daily load each day. When the gas produced is about 50 percent of that calculated to be available normally from the volatile solids added and the volatile acids do not rise sharply, increase the feed by 50 to 100 % of the initial daily feed until the ultimate design load is reached. (6) Recirculate tank contents daily. (7) Make volatile acids determinations daily before adding feed. Continue daily analyses until the design load is reached. If volatile acid concentrations show a continued increase, or if digestion does not start, reduce or interrupt feed of raw sludge. (8) Measure and record gas production daily. Check the CO2 content of the gas. The volume of gas collected should be about 0.6 m3/kg added in raw feed per day. The CO2 ultimately should be between 30 and 35 % by volume. (9) After one digester is operating properly at its design load, digested sludge and overflow liquor then can be used to seed other tanks in a multitank system. (10) Digestion usually is established within 30 to 40 days in this manner.
pH Control Process :
(1) These procedures can be used either for starting a new digester or for restarting a sour one. It usually is not considered necessary to empty the sour sludge for this process in restarting a unit. (2) For a new digester fill the tank with fresh raw wastewater or water and bring the temperature up to about 35 °C. Maintain this temperature +- 1.7 °C until digestion is established. (3) When raw sludge is added, also add hydrated lime. The raw sludge feed probably would be less than the design load at first, but full loads are usually possible within 30 to 40 days. (4) When a mass of sour sludge already exists in a restarting situation lime should be added to bring the pH up to 6.8 to 7.0 prior to addition of more raw sludge. (5) During the daily feeding of raw sludge, use 4.5 to 6.8 kg of lime per 1,000 connected population, or more importantly, just enough to maintain the pH at 6.8 to 7.0. It is important that mixing be complete so that false low pH readings will not result in excess lime addition. Lime should be added in a slurryform. (6) Recirculate the sludge mass daily. The entire tank contents should be overturned from bottom to top. (7) Keep a constant check on the pH at as many points in the tank as is possible so that it is reasonably certain that the 6.8 to 7.0range is maintained throughout the sludge mass. (8) Digestion usually is established within 30 to 40 days. However, if too much lime was used many upsets can occur over a period of several months.
Dewatering
Dewatering is a physical unit operation used to reduce the water content of sludge for the following reasons : (1) Lower cost for trucking sludge to the ultimate disposal site. (2) Easier handling and transporting. (3) Increasing energy content for incineration by lowering water content. (4) Lower cost for bulking agents for composting. (5) Rendering the sludge odor and putrescibility. (6) Reducing leachate production for landfilling.
Sludge conditioning…
Vacuum Filter :
Advantages ;Skilled personnel not required, Maintenance requirements are low for continuously operating equipment.
Disadvantages ;Highest energy consumer per unit of sludge dewatered, Continuous operator attention required, Vacuum pumps are noisy, Filtrate may have high suspended solids.
Solid Bowl Centrifuge :
Advantages ;Clean appearance, minimal odor problems, fast startup and shutdown capabilities, Easy to install, Produces relatively dry sludge cake, Low capital cost-to-capacity ratio.
Disadvantages ;Scroll wear potentially a high-maintenance problem, Requires grit removal and possibly a sludge grinder in the feed system, Skilled maintenance personnel required, Moderately high suspended solids content in centrate.
Belt Filter Press :
Advantages ;Low energy requirements, Relatively low capital and operating costs, Less complex mechanically and easier to maintain, Very dry cake production.
Disadvantages ; Hydraulically limited in throughput, Requires sludge grinder in feed system, Very sensitive to incoming sludge feed characteristics, Short media life, Automatic operation generally not advised.
Plate Filter Press :
Advantages ;Highest cake solids concentration, Low suspended solids in filtrate.
Disadvantages ; Batch operation, High equipment and labor costs, Special support structure requirements, Large floor area required for equipment, Skilled maintenance personnel required, High dosage of chemical.
Performance Data for Sludge – Processing Facilities
Remote Control of Sludge Conditioner (Polyelectrolyde) Dosing…
In many cases the sludge is first chemically conditioned in order to accelerate dewatering and to raise efficiency of the centrifuges. Here, organic substances such as polyelectrolydes (polymeres) are used. Goal is now on the one hand to obtain more information from the process by employing analysing instruments. On the otherhand to build up a control loop. Taking into account that the dewatering result is mostly effected by the kind and amount of flocculent, by the dry mass (flow multiplied with suspended solid) and especially by the nature of the sludge itself, the importance of continuous measuring becomes obvious. The efficency of the flocculant dosage is changing with the different incredients of the sludge.
Control Methods
Constant Dry Mass :
A first step towards a controlled operation is the control of the arriving dry mass. Here, the multiplication resulting from sludge flow measurement and suspended solid measurement is kept on a constant level. Such a method controls the dry mass, however not the effect of chemicals on the changing sludge nature. This represents a feed-forward control without any feedback from the dewatering result. As a consequence, this strategy is commonly used in cases where no flocculents are added.
Measuring of Turbidity in the Centrate :
Basis of this strategy is a turbidity meter in the centrate. For the measuring it has to be taken into account that the measuring probe is installed in a deareation vessel which has the task to eliminate foam and air-bubbles. The flocculent is dosed according to turbidity in the centrate.
In order to take care of sudden changing dry mass, the dry mass signal is switched as feed forward. However, this does not represent an optimisation yet. It means in general that with an increasing dosage of flocculents the turbidity in the centrate decreases. In case of over-dosing the turbidity increases again. Furthermore, it has to be considered that with a beginning dosage of flocculent the turbidity decreases relatively much. This proportion reverses with increasing dosage, since relatively higher dosing only effects a lower decrease of turbidity. This has the result that the optimum for a dosage of flocculent is not necessarly equal to the lowes turbitity. Often it is useful to determine a economic optimum. It specifies a relation of turbidity decrease and flocculent dosage. That means the control parameter is not turbidity of the centrate, but the slope of the curve which represents the relation between turbidity decrease and flocculent dosage.
![]()
SUPPLEMENTAL READING
Municipal wastewater treatment results to the production of large quantities of sewage sludge, which requires proper and environmentally accepted management before final disposal. In European Union, sludge management remains an open and challenging issue for the Member States as the relative European legislation is fragmentary and quite old, while the published data concerning sludge treatment and disposal in different European countries are often incomplete and inhomogeneous. The main objective of the current study was to outline the current situation and discuss future perspectives for sludge treatment
and disposal in EU countries.
